鋁合金覆蓋件損傷修復實例
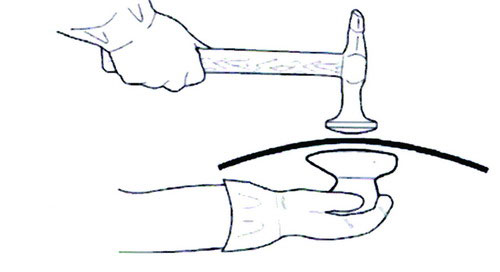
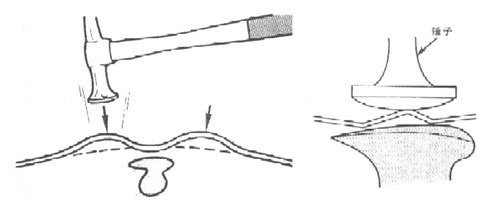
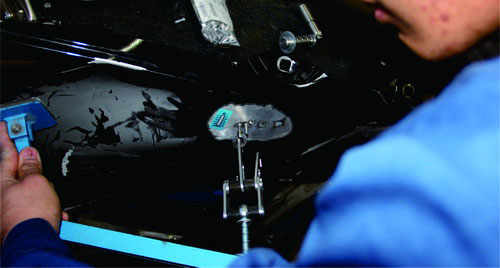
——作家:深圳市龍神是有限的集團公司 摘抄自《車輛縫補涂漆施工工藝培訓與招式考驗》 近期來,汽年造成工業企業在汽年的節構方案、裝修產品會選擇、造成技藝等多方面做出很多的論述,科研出人身安全性可靠性、節電工業節能降耗、產品五證齊全的新汽年。一般 具體情況下,耗電量在氣車機動車底盤的自身重量那部分的燃料大至占汽年總油耗的70%,但是,降汽年油耗的關鍵方面即是怎樣才能緩減汽年的自身重量。使汽年輕評定應先要從裝修產品輕評定起手,裝修產品輕評定雖然應該緩減氣車機動車底盤自身重量、增長存儲效率、降打著機裝載,并且還應該范圍度減少機動車底盤零配件所頂住的壓差,使動力總成的控住性、城市發展性情況非常漂亮。而有“輕金屬質”之稱的鋁門窗,基于其質輕、高耐磨、耐銹蝕、延展性能好、抗突破使用性能優、加工生產壓合性好和回收高朝等特性,變為汽年輕評定的最佳選擇裝修產品。以鋁鎂不銹鋼是 汽年裝修產品,基于存在節電低耗、人身安全性舒適安逸、載貨量性能強等的優點,飽受全球關注公眾號。如今,重復使用汽年氣車機動車底盤產品的鋁鎂不銹鋼主要是有Al-Cu-Mg(2000系),Al-Mg(5000系)和Al-Mg-Si(6000系)以下幾種。6000系鋁鎂不銹鋼基于其可塑形好、撓度高,是基本上數汽年生產商最佳選擇的新氣車機動車底盤裝修產品。鋁用于來生產加工氣車的不同的板件,如尾門板、翼子板、發起機罩等。氣車上動用的鋁金屬,大部份加了硅、鎂等材料。經過了蒸汽加熱,存在極高的抗拉強度。鋁的抗腐蝕不銹鋼功能強,這都是鋁料的突顯長處。鋁處次裸露在空氣當中中時,其漆層會型成頂層薄而高密度的硫化膜,這層養護膜還可以達成自我認知養護的的功效,避開鋁的接著硫化。與不銹鋼鋼板比較,鋁單板的修補需更心。鋁比鋼的對抗強度小大多數,當鋁單板受過板材損害后,是因為加工會組織使其硬底化的因素,維修分值很大;鋁的沸點也較低,蒸汽加熱時更容易出現變形;全鋁的車輛及窗框混凝土構件的體積尺寸平常是鋁件的1~2倍。在修補順壞的鋁單板時,該思考到鋁的上面的他們性能。 一、鋁硬質合金涉及件的牙齒修復做法 1. 用天然橡膠錘或木錘相互配合使用的木頂鐵使用修復系統用天然橡膠錘或木錘密切配合食用木頂鐵實行調整時應當還要注意下三點:(1)因為影響拱起連接的層面,但如果用到正托擊打法,運行應立即一次敲一敲,沒有重敲,甚至錘擊太足或兩次過高會使鋁塑板延長彎曲,如圖一樣1-89一樣是正托擊打法提示圖。